電子模塊自動焊錫機(jī)解決方案2018- 04-03 14:04
 產(chǎn)品說明
產(chǎn)品說明
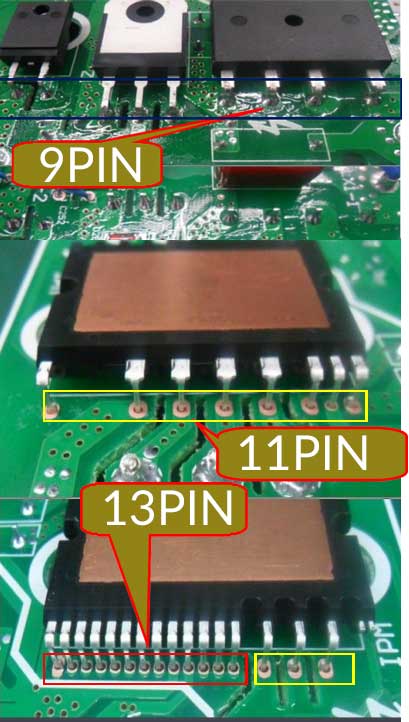
1.器件IPM標(biāo)紅色部分采用拖焊��,標(biāo)黃色部分采用點(diǎn)焊��。
2.器件整流橋�、IGBT、二極管標(biāo)藍(lán)色部分全部采用點(diǎn)焊���。
工藝要求:
焊點(diǎn)品質(zhì)
A�、無空洞區(qū)域或表面瑕疵���;
B��、引腳與焊盤潤濕良好����;
C、引腳形狀可辨識�����;
D��、引腳周圍正面要求有100 有焊錫覆蓋����;
E、穿孔焊料填充程度要求達(dá)到100 ���;
F���、無虛焊、假焊�����、針孔氣孔�����、錫渣�����、錫珠�����、錫尖�����、裂痕����、未焊透、短路��、焊盤脫離����、金黃色瘢痕焊點(diǎn)、管腳彎曲等不良情況�����;
G、透錫效果良好�。
H,拖焊焊點(diǎn)之間無連錫搭橋現(xiàn)象���,刮傷PCB表面現(xiàn)象
工藝要求:
1.焊錫器件與主板相對高度位置要準(zhǔn)確無偏差�。 焊錫各部品高度要求6±0.3mm�、7.2±0.3mm、10±0.3mm����。透錫率要求100 。
2.器件引腳與主板孔相對要定位同心不偏��。有效保證焊錫品質(zhì)及后面產(chǎn)品裝配工藝�����。
工藝質(zhì)量控制要求
1�����、輔助工裝夾具 適用于產(chǎn)品的工裝夾具均由乙方提供沒
工裝夾具定位準(zhǔn)確可靠���,不得使PCB機(jī)芯變形���,不得污染���、損壞(劃痕�����、壓痕����、破裂等)產(chǎn)品,不能影響產(chǎn)品正常質(zhì)量����。品質(zhì)要求
焊接質(zhì)量
A、無空洞區(qū)域或表面瑕疵�����;
B�����、引腳也焊盤潤濕良好;
C�����、引腳形狀可辨識��;
D���、引腳周圍要求有100 有焊錫覆蓋�����;
E��、焊料填充程度要求達(dá)到100 ����;
F��、無虛焊�、針孔氣孔、錫渣���、錫珠��、錫尖��、裂痕�、未焊透、短路�����、焊盤脫離��、金黃色瘢痕焊點(diǎn)�����、管腳彎曲等不良情況��;
G��、透錫效果良好�。
H�,拖焊焊點(diǎn)之間無連錫搭橋現(xiàn)象,刮傷PCB表面現(xiàn)象
焊錫烙鐵頭
A�����、使用壽命≥3W個焊點(diǎn);
B��、高強(qiáng)度�,耐磨性能好,耐高溫�����,確保本體不因高溫而變黑�����;
C�����、設(shè)計(jì)精巧��,與設(shè)備相結(jié)合�,實(shí)用性好,方便性好���;
D���、溫度效率高�,能在短時間達(dá)到溶錫的狀態(tài)���,適應(yīng)喊錫機(jī)器人快速焊接的生產(chǎn)節(jié)拍要求�����。
4 ��、烙鐵頭壽命按使用壽命(≥3W個焊點(diǎn))進(jìn)行實(shí)時監(jiān)控���。
5��、實(shí)時監(jiān)控焊錫時烙鐵頭溫度值��,溫度波動誤差≤±0.5℃����。
6、送錫順暢����,不得污染、損壞(劃痕�����、壓痕、破裂等)錫線的正常質(zhì)量���。
7����、吹錫裝置不得將烙鐵頭上錫渣��、錫珠等雜物吹到機(jī)芯上�����。
8 ��、烙鐵頭和送錫夾角可通過數(shù)值輸入方式在0—170°內(nèi)任意調(diào)整��。
品質(zhì)解析
1.夾具采進(jìn)口高密度電木材料且防靜電�,用精雕設(shè)備一次成型加工完成,有效保證夾具精度及產(chǎn)品變形�����。焊錫產(chǎn)品表面采用蓋板遮蓋預(yù)留焊點(diǎn)位置進(jìn)行焊錫作業(yè)�。有效保證作業(yè)過程錫珠飛濺問題���。裝產(chǎn)品夾具時有到位傳感器保證夾具裝到位。有效保證焊頭對產(chǎn)品的誤損壞�����。
2.送錫系統(tǒng)采用脈沖電機(jī)傳動長度精度可以控制在0.1MM�,送錫精度保證了每個焊點(diǎn)錫量的一致性。采用刀片剖錫使得錫線內(nèi)的在助焊劑在焊錫過程有效保證不產(chǎn)生氣體膨脹���,避免無空洞�����,針孔氣孔.錫珠飛濺現(xiàn)象����。
3.錫的活性高要求助焊劑含量3.0 左右�����,有效提高錫的流動性及透錫度有效提高生產(chǎn)效率及品質(zhì)�。避免露焊盤及透錫不均現(xiàn)象
4.焊盤及引腳表面避免氧化及污染避免焊錫過程中焊盤及引腳與錫有效分子結(jié)合�。
5.決定焊頭使用壽命的因素:焊頭結(jié)構(gòu)型狀.鍍層致密度.使用溫度.錫線的腐蝕程度.焊點(diǎn)時 間等多方面因素���。一般國產(chǎn)保證在3W點(diǎn)左右. 進(jìn)口的是6W點(diǎn)左右。(360度溫度.sn/ag/cu錫線含2.5 助焊劑焊點(diǎn)時間為1.2S)
6.發(fā)熱系統(tǒng)及主機(jī)采用德國進(jìn)口定制額定150W瞬時 補(bǔ)溫達(dá)180W大功率發(fā)熱系統(tǒng)�。有效保證連續(xù)焊接過程溫度的恒 定。主機(jī)的補(bǔ)溫功能敏感度小于正負(fù)3度�。有效保證焊錫產(chǎn)品品質(zhì)。
7.送錫系統(tǒng)采用齒牙傳送避免打滑影響送錫精度���。送錫支架多向調(diào)整保證送錫送到焊頭正確的上錫部位保證送錫的順暢��。
8.清洗系統(tǒng)吹錫導(dǎo)管同樣角度調(diào)節(jié)保證出氣方向背向焊錫產(chǎn)品���。且清洗盒出氣口子有過濾網(wǎng)保證錫渣、錫珠不會飛出清洗盒�����。
9.送錫導(dǎo)管于焊頭角度可以多方位調(diào)節(jié)且有刻度微調(diào)�����。
